- Homepage
- Tools
- Chip removal
- Indexable insert tools
- Tool inserts
- Cutting tip GF PROMAT

Tools
Description:
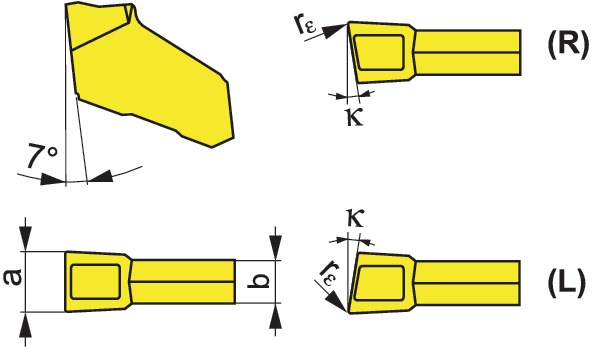
For slicing off and cutting Further technical information: · a: 2.2mm · tol. a +/-: 0,03mm · b: 1.6mm · re: 0,16mm · Max. feed rate: - mm/rev in steel / - mm/rev in stainless steel / - mm/rev in cast / 0.17 mm/rev in NI metals / - mm/rev in superalloys / - mm/rev in hardened steels · Vc max.: - m/min in steel / - m/min in stainless / - m/min in cast / 630 m/min in NI metals / - m/min in superalloys / - m/min in hardened steels · Vc min.: - m/min in steel / - m/min in stainless / - m/min in cast / 140 m/min in NI metals / - m/min in superalloys / - m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / - mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / - mm in hardened steels · Min. feed rate: - mm/rev in steel / - mm/rev in stainless steel / - mm/rev in cast / 0.08 mm/rev in NI metals / - mm/rev in superalloys / - mm/rev in hardened steels
Description:
For slicing off and cutting Further technical information: · a: 3.1mm · tol. a +/-: 0,04mm · b: 2.6mm · re: 0,2mm · Max. feed rate: - mm/rev in steel / - mm/rev in stainless steel / - mm/rev in cast / 0.2 mm/rev in NI metals / - mm/rev in superalloys / - mm/rev in hardened steels · Vc max.: - m/min in steel / - m/min in stainless / - m/min in cast / 630 m/min in NI metals / - m/min in superalloys / - m/min in hardened steels · Vc min.: - m/min in steel / - m/min in stainless / - m/min in cast / 140 m/min in NI metals / - m/min in superalloys / - m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / - mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / - mm in hardened steels · Min. feed rate: - mm/rev in steel / - mm/rev in stainless steel / - mm/rev in cast / 0.08 mm/rev in NI metals / - mm/rev in superalloys / - mm/rev in hardened steels

Description:
For slicing off and cutting Further technical information: · a: 2.2mm · tol. a +/-: 0,03mm · b: 1.6mm · re: 0,16mm · Max. feed rate: 0.17 mm/rev in steel / - mm/rev in stainless steel / 0.17 mm/rev in cast / - mm/rev in NI metals / - mm/rev in superalloys / - mm/rev in hardened steels · Vc max.: 180 m/min in steel / - m/min in stainless / 170 m/min in cast / - m/min in NI metals / - m/min in superalloys / - m/min in hardened steels · Vc min.: 95 m/min in steel / - m/min in stainless / 90 m/min in cast / - m/min in NI metals / - m/min in superalloys / - m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / - mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / - mm in hardened steels · Min. feed rate: 0.08 mm/rev in steel / - mm/rev in stainless steel / 0.08 mm/rev in cast / - mm/rev in NI metals / - mm/rev in superalloys / - mm/rev in hardened steels
Description:
For slicing off and cutting Further technical information: · a: 3.1mm · tol. a +/-: 0,04mm · b: 2.6mm · re: 0,2mm · Max. feed rate: 0.10 mm/rev in steel / 0.13 mm/rev in stainless steel / 0.17 mm/rev in cast / 0.1 mm/rev in superalloys · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: 0.3m/min in hardened steels · Max. cutting depth: 1.5m/min in hardened steels · Min. feed rate: 0.08 mm/rev in steel / 0.08 mm/rev in stainless steel / 0.08 mm/rev in cast / 0.08 mm/rev in superalloys
Description:
For slicing off and cutting Further technical information: · a: 4.1mm · tol. a +/-: 0,04mm · b: 3.6mm · re: 0,2mm · Max. feed rate: 0.22 mm/rev in steel / 0.17 mm/rev in stainless steel / 0.22 mm/rev in cast / 0.13 mm/rev in superalloys · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: 0.3m/min in hardened steels · Max. cutting depth: 1.5m/min in hardened steels · Min. feed rate: 0.08 mm/rev in steel / 0.08 mm/rev in stainless steel / 0.08 mm/rev in cast / 0.08 mm/rev in superalloys

Description:
For slicing off and cutting Further technical information: · a: 2.2mm · tol. a +/-: 0,03mm · b: 1.6mm · re: 0,16mm · Max. feed rate: 0.17 mm/rev in steel / 0.13 mm/rev in stainless steel / 0.17 mm/rev in cast / 0.17 mm/rev in NI metals / 0.1 mm/rev in superalloys · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: 0.3m/min in hardened steels · Max. cutting depth: 1.5m/min in hardened steels · Min. feed rate: 0.08 mm/rev in steel / 0.08 mm/rev in stainless steel / 0.08 mm/rev in cast / 0.08 mm/rev in NI metals / 0.08 mm/rev in superalloys
Description:
For slicing off and cutting Further technical information: · a: 3.1mm · tol. a +/-: 0,04mm · b: 2.6mm · re: 0,2mm · Max. feed rate: 0.2 mm/rev in steel / 0.15 mm/rev in stainless steel / 0.2 mm/rev in cast / 0.2 mm/rev in NI metals / 0.12 mm/rev in superalloys · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: 0.3m/min in hardened steels · Max. cutting depth: 1.5m/min in hardened steels · Min. feed rate: 0.08 mm/rev in steel / 0.08 mm/rev in stainless steel / 0.08 mm/rev in cast / 0.08 mm/rev in NI metals / 0.08 mm/rev in superalloys
Description:
For slicing off and cutting Further technical information: · a: 4.1mm · tol. a +/-: 0,04mm · b: 3.6mm · re: 0,2mm · Max. feed rate: 0.25 mm/rev in steel / 0.19 mm/rev in stainless steel / 0.25 mm/rev in cast / 0.25 mm/rev in NI metals / 0.15 mm/rev in superalloys · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: 0.3m/min in hardened steels · Max. cutting depth: 1.5m/min in hardened steels · Min. feed rate: 0.08 mm/rev in steel / 0.08 mm/rev in stainless steel / 0.08 mm/rev in cast / 0.08 mm/rev in NI metals / 0.08 mm/rev in superalloys

Description:
For slicing off and cutting Further technical information: · a: 2mm · tol. a +/-: 0,03mm · b: 1.6mm · re: 0,16mm · Max. feed rate: 0.14 mm/rev in steel / 0.11 mm/rev in stainless steel / 0.14 mm/rev in cast / 0.14 mm/rev in NI metals / 0.08 mm/rev in superalloys / 0.2 mm/rev in hardened steels · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 0.3 mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 1.5 mm in hardened steels · Min. feed rate: 0.05 mm/rev in steel / 0.05 mm/rev in stainless steel / 0.05 mm/rev in cast / 0.05 mm/rev in NI metals / 0.05 mm/rev in superalloys / 0.1 mm/rev in hardened steels
Description:
For slicing off and cutting Further technical information: · a: 3.1mm · tol. a +/-: 0,04mm · b: 2.6mm · re: 0,2mm · Max. feed rate: 0.16 mm/rev in steel / 0.12 mm/rev in stainless steel / 0.16 mm/rev in cast / 0.16 mm/rev in NI metals / 0.1 mm/rev in superalloys / 0.2 mm/rev in hardened steels · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 0.3 mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 1.5 mm in hardened steels · Min. feed rate: 0.07 mm/rev in steel / 0.07 mm/rev in stainless steel / 0.07 mm/rev in cast / 0.07 mm/rev in NI metals / 0.07 mm/rev in superalloys / 0.1 mm/rev in hardened steels

Description:
For slicing off and cutting Further technical information: · a: 2mm · tol. a +/-: 0,03mm · b: 1.6mm · re: 0,16mm · Max. feed rate: 0.14 mm/rev in steel / 0.11 mm/rev in stainless steel / 0.14 mm/rev in cast / 0.14 mm/rev in NI metals / 0.08 mm/rev in superalloys / 0.2 mm/rev in hardened steels · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 0.3 mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 1.5 mm in hardened steels · Min. feed rate: 0.05 mm/rev in steel / 0.05 mm/rev in stainless steel / 0.05 mm/rev in cast / 0.05 mm/rev in NI metals / 0.05 mm/rev in superalloys / 0.1 mm/rev in hardened steels
Description:
For slicing off and cutting Further technical information: · a: 3.1mm · tol. a +/-: 0,04mm · b: 2.6mm · re: 0,2mm · Max. feed rate: 0.16 mm/rev in steel / 0.12 mm/rev in stainless steel / 0.16 mm/rev in cast / 0.16 mm/rev in NI metals / 0.1 mm/rev in superalloys / 0.2 mm/rev in hardened steels · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 0.3 mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 1.5 mm in hardened steels · Min. feed rate: 0.07 mm/rev in steel / 0.07 mm/rev in stainless steel / 0.07 mm/rev in cast / 0.07 mm/rev in NI metals / 0.07 mm/rev in superalloys / 0.1 mm/rev in hardened steels

Description:
For slicing off and cutting Further technical information: · a: 4.1mm · tol. a +/-: 0,04mm · b: 3.6mm · re: 0,2mm · Max. feed rate: 0.2 mm/rev in steel / 0.15 mm/rev in stainless steel / 0.2 mm/rev in cast / 0.2 mm/rev in NI metals / 0.12 mm/rev in superalloys / 0.2 mm/rev in hardened steels · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 0.3 mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 1.5 mm in hardened steels · Min. feed rate: 0.07 mm/rev in steel / 0.07 mm/rev in stainless steel / 0.07 mm/rev in cast / 0.07 mm/rev in NI metals / 0.07 mm/rev in superalloys / 0.1 mm/rev in hardened steels

Description:
For slicing off and cutting Further technical information: · a: 4.1mm · tol. a +/-: 0,04mm · b: 3.6mm · re: 0,2mm · Max. feed rate: 0.2 mm/rev in steel / 0.15 mm/rev in stainless steel / 0.2 mm/rev in cast / 0.2 mm/rev in NI metals / 0.12 mm/rev in superalloys / 0.2 mm/rev in hardened steels · Vc max.: 180 m/min in steel / 105 m/min in stainless / 170 m/min in cast / 630 m/min in NI metals / 50 m/min in superalloys / 35 m/min in hardened steels · Vc min.: 95 m/min in steel / 55 m/min in stainless / 90 m/min in cast / 140 m/min in NI metals / 15 m/min in superalloys / 15 m/min in hardened steels · Min. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 0.3 mm in hardened steels · Max. cutting depth: - mm in steel / - mm in stainless / - mm in cast / - mm in NI metals / - mm in superalloys / 1.5 mm in hardened steels · Min. feed rate: 0.07 mm/rev in steel / 0.07 mm/rev in stainless steel / 0.07 mm/rev in cast / 0.07 mm/rev in NI metals / 0.07 mm/rev in superalloys / 0.1 mm/rev in hardened steels
Coating
ISO designation
Marker
Type
Download
4000858783
Uncoated, highly polished
GFN 2.2
PROMAT
Aluminium
4000858784
Uncoated, highly polished
GFN 3.1
PROMAT
Aluminium
4000858785
TiAlN-coated
GFN.2.2
PROMAT
PK30
4000858786
TiAlN-coated
GFN 3.1
PROMAT
PK30
4000858787
TiAlN-coated
GFN 4.1
PROMAT
PK30
4000858788
TiN-coated
GFN 2.2
PROMAT
MS35
4000858789
TiN-coated
GFN 3.1
PROMAT
MS35
4000858790
TiN-coated
GFN 4.1
PROMAT
MS35
4000859096
TiN-coated
GFR 2.00-0.16R6-M2
PROMAT
UNI35
4000859097
TiN-coated
GFR 3.10-0.20R8-M2
PROMAT
UNI35
4000859098
TiN-coated
GFL 2.00-0.16L6-M2
PROMAT
UNI35
4000859099
TiN-coated
GFL 3.10-0.20L8-M2
PROMAT
UNI35
6480008117
TiN-coated
GFL 4.10-0.20L8-M2
PROMAT
UNI35
6480008119
TiN-coated
GFR 4.10-0.20R8-M2
PROMAT
UNI35
Please select a product variant to specifically search for it in the shops of our dealers.